無錫海利達(dá)自動(dòng)化廠
YK-101觸摸屏控制系統(tǒng)
使用說明書(YK-101單面飛刀+機(jī)械手說明書)
一、概述
YK-101控制系統(tǒng)為全數(shù)字觸摸式控制系統(tǒng),該系統(tǒng)采用高性能芯片.7寸液晶顯示屏.觸摸屏等高數(shù)字化產(chǎn)品����。外觀獨(dú)特����,界面新穎,操作簡(jiǎn)單���,抗干擾能力極強(qiáng)?��,F(xiàn)已廣泛用于塑料制袋機(jī)、橫切機(jī)���、全自動(dòng)無紡布制袋機(jī).全自動(dòng)編織袋制袋機(jī)���、圓織機(jī)等領(lǐng)域。
本系統(tǒng)輸入16個(gè)點(diǎn)(包括2路高速測(cè)速端口)����,輸出16個(gè)點(diǎn),外加4路模擬量輸出����?���?赏瑫r(shí)控制主電機(jī)(三相異步電機(jī))送料電機(jī)(伺服電機(jī)或步進(jìn)電機(jī))���,放料電機(jī)(直流電機(jī)或三相異步電機(jī)),實(shí)現(xiàn)真正意義上的三個(gè)電機(jī)同步運(yùn)行���。即全自動(dòng)加速功能���,主機(jī)速度和后放料速度數(shù)據(jù)同時(shí)換算后速度自動(dòng)分配。
二���、簡(jiǎn)介

English/中文:中文和英文界面切換按鍵���。
系統(tǒng)設(shè)置:按此鍵輸入正確的密碼,方可進(jìn)入���。
三����、主頁(yè)

長(zhǎng)度設(shè)定:顯示制袋所設(shè)定長(zhǎng)度,單位:毫米(也可以當(dāng)按鍵直接調(diào)節(jié)長(zhǎng)度)
回原點(diǎn):點(diǎn)擊此鍵,控制機(jī)械手回到原點(diǎn)前限���。
飛刀參數(shù):點(diǎn)擊此鍵���,進(jìn)入飛刀參數(shù)設(shè)置界面。
機(jī)械手:點(diǎn)擊此鍵����,進(jìn)入機(jī)械手參數(shù)設(shè)置界面。
手動(dòng)操作:點(diǎn)擊此鍵���,進(jìn)入手動(dòng)操作參數(shù)設(shè)置界面����。
計(jì)數(shù)/清零:?jiǎn)闻卫塾?jì)到一批個(gè)數(shù)結(jié)束時(shí),個(gè)數(shù)自動(dòng)歸零���;按“計(jì)數(shù)/清零”鍵清零清個(gè)數(shù)���。
批數(shù)/清零:一批結(jié)束后,批數(shù)加“1”����,
總數(shù)/清零:個(gè)數(shù)每加一個(gè)���,總數(shù)加“1”;按“總數(shù)/清零”鍵清零總數(shù)���。
點(diǎn)進(jìn):在停止?fàn)顟B(tài)下���,手動(dòng)伺服(步進(jìn))電機(jī)正轉(zhuǎn)。
點(diǎn)退:在停止?fàn)顟B(tài)下���,手動(dòng)伺服(步進(jìn))電機(jī)反轉(zhuǎn),在運(yùn)行狀態(tài)下此鍵變?yōu)椤把a(bǔ)數(shù)”����,按此鍵計(jì)數(shù)減1。
復(fù)位:系統(tǒng)不能正常工作時(shí)����,按此鍵程序重新啟動(dòng),也可以做緊急停機(jī)用���。
運(yùn)行:按此鍵���,主機(jī)正常運(yùn)行����。(長(zhǎng)按3秒左右)
停止:按此鍵���,霍爾開關(guān)GK1檢測(cè)到高位停機(jī)信號(hào)����;主機(jī)自動(dòng)停機(jī)����。
狀態(tài)顯示:運(yùn)行/停止/暫停/脫標(biāo)/不在前限/不在左限/余料不足/后限/右限,六種狀態(tài)切換顯示���。
運(yùn)行:按啟動(dòng)鍵后顯示“運(yùn)行”���。
停止:通電后一直顯示“停止”。
暫停:當(dāng)機(jī)型選擇“暫?���!睍r(shí)一批結(jié)束停機(jī)N秒后主機(jī)自動(dòng)開機(jī)。
脫標(biāo):在制作印刷制品時(shí)沒有跟蹤到色標(biāo)點(diǎn)顯示“脫標(biāo)”����。
不在前限:在運(yùn)行過程中����,機(jī)械手回前限時(shí)未檢測(cè)到前限位����,停機(jī)顯示“不在前限”。
不在左限:在運(yùn)行過程中����,飛刀回左限時(shí)未檢測(cè)到左限位,停機(jī)顯示“不在左限”���。
余料不足:檢測(cè)到X06無料檢測(cè)信號(hào)時(shí)����,顯示“余料不足”����。
后限:在運(yùn)行過程中����,機(jī)械手移動(dòng)到后限位時(shí),停機(jī)顯示“后限”。
右限:在運(yùn)行過程中����,飛刀移動(dòng)到右限位時(shí),停機(jī)顯示“右限”���。
四���、設(shè)置
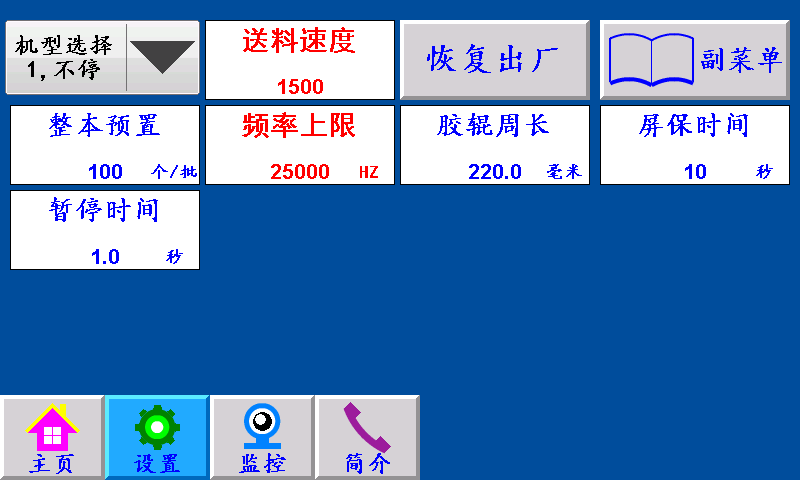
不停/暫停/停機(jī):“不停”:一批結(jié)束主機(jī)不停����,繼續(xù)正常工作。
“暫?���!保阂慌Y(jié)束主機(jī)暫停,停到暫停時(shí)間結(jié)束����,主機(jī)自動(dòng)開機(jī)。
“停機(jī)”:一批結(jié)束主機(jī)自動(dòng)停機(jī)后不再運(yùn)行����,手動(dòng)按啟動(dòng)鍵方可運(yùn)行����。
恢復(fù)出廠:按此鍵恢復(fù)出廠設(shè)置(慎用)���。
副菜單:點(diǎn)擊此鍵進(jìn)入副菜單界面����。
整本預(yù)置:一批設(shè)定的個(gè)數(shù)����,提前5個(gè)報(bào)警。單位:個(gè)
暫停時(shí)間:當(dāng)機(jī)型選擇暫停����,一批結(jié)束后主機(jī)自動(dòng)停機(jī)所設(shè)定的時(shí)間。
送料速度:伺服(步進(jìn))電機(jī)的加減速時(shí)間���,設(shè)定越大����,伺服(步進(jìn))電機(jī)起步越快���。
頻率上限:伺服(步進(jìn))電機(jī)的最高轉(zhuǎn)速���,設(shè)定越大,伺服(步進(jìn))電機(jī)的轉(zhuǎn)速越快����。
膠輥周長(zhǎng):伺服(步進(jìn))電機(jī)帶動(dòng)橡膠輥轉(zhuǎn)一圈的長(zhǎng)度。
屏保時(shí)間:主機(jī)運(yùn)行狀態(tài)下����,在主界面停留此時(shí)間進(jìn)入屏保狀態(tài)。(設(shè)置0則屏保無效)
五���、副菜單

色標(biāo)范圍:制作彩色制品時(shí)���,伺服(步進(jìn))電機(jī)以恒定的速度尋找色標(biāo)點(diǎn)的范圍(即色標(biāo)光電在『長(zhǎng)度—設(shè)定的色標(biāo)范圍長(zhǎng)度』范圍內(nèi)尋找色標(biāo),尋至『長(zhǎng)度+設(shè)定的色標(biāo)范圍長(zhǎng)度』����。
色標(biāo)提前范圍:制作彩色制品時(shí),伺服(步進(jìn))電機(jī)在料送結(jié)束之前����,提前以恒定的速度尋找色標(biāo)。
打孔延時(shí):送料結(jié)束后延時(shí)此參數(shù)設(shè)定的時(shí)間后打孔信號(hào)輸出���。
打孔時(shí)間:伺服(步進(jìn))電機(jī)轉(zhuǎn)結(jié)束���,打孔電磁閥工作的時(shí)間����。
報(bào)警個(gè)數(shù):一批結(jié)束前提前N個(gè)報(bào)警���。
點(diǎn)進(jìn)速度:伺服(步進(jìn))電機(jī)的點(diǎn)進(jìn)/點(diǎn)退時(shí)的速度���,設(shè)定越大,伺服(步進(jìn))電機(jī)的轉(zhuǎn)速越快����。
尋標(biāo)頻率:伺服(步進(jìn))電機(jī)追色標(biāo)時(shí)的速度,設(shè)定越大���,伺服(步進(jìn))電機(jī)的轉(zhuǎn)速越快���。
外接啟動(dòng)延時(shí):點(diǎn)擊外接啟動(dòng)按鈕時(shí),持續(xù)該時(shí)間后主機(jī)開始啟動(dòng)����。
脫標(biāo)個(gè)數(shù):設(shè)定N個(gè),制作彩色制品時(shí),跟蹤N次色標(biāo)點(diǎn),跟蹤不住自動(dòng)停機(jī)。
送料延時(shí):下一次送料時(shí)����,延時(shí)送料延時(shí)時(shí)間后開始送料。
整圈步數(shù):伺服(步進(jìn))電機(jī)轉(zhuǎn)一圈所需要的脈沖個(gè)數(shù)���。
曲線選擇:1~9���,步進(jìn)電機(jī)默認(rèn)1,伺服電機(jī)默認(rèn)6
六����、手動(dòng)操作
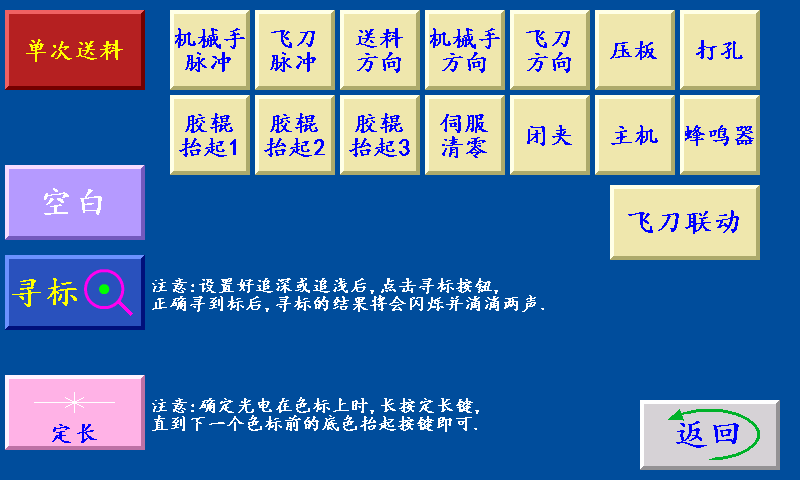
單次送料:停機(jī)狀態(tài)下,點(diǎn)擊此鍵���,送一次料后停止����。
尋標(biāo):當(dāng)‘尋標(biāo)’鍵選擇“深色/淺色”時(shí)按此鍵����,伺服(步進(jìn))電機(jī)一直轉(zhuǎn)到深色的色標(biāo)點(diǎn)自動(dòng)停轉(zhuǎn)時(shí),設(shè)置為“追深”����;伺服(步進(jìn))電機(jī)一直轉(zhuǎn)到淺色的色標(biāo)點(diǎn)自動(dòng)停轉(zhuǎn)時(shí)����,設(shè)置為“追淺����。
當(dāng)‘尋標(biāo)’鍵選擇“空白”時(shí),按此鍵無效
飛刀聯(lián)動(dòng):停機(jī)狀態(tài)下���,機(jī)械手后退一定距離后壓板輸出����,然后飛刀向右移動(dòng)一定距離后回左限位���。
(注釋:黃色按鍵在停機(jī)狀態(tài)下���,測(cè)試腳位是否正常)
七、飛刀參數(shù)

定長(zhǎng):飛刀移動(dòng)并計(jì)算原點(diǎn)前限到后限位之間的脈沖數(shù)���。
手動(dòng)左轉(zhuǎn):點(diǎn)擊此鍵���,飛刀向左移動(dòng)����。
手動(dòng)右轉(zhuǎn):點(diǎn)擊此鍵���,飛刀向右移動(dòng)。
左右限位長(zhǎng)度:原點(diǎn)左限位到右限位之間的長(zhǎng)度設(shè)定����。
飛刀速度:飛刀電機(jī)的加減速時(shí)間,設(shè)定越大���,飛刀電機(jī)起步越快����。
飛刀頻率上限:飛刀電機(jī)的最高轉(zhuǎn)速����,設(shè)定越大,飛刀電機(jī)的轉(zhuǎn)速越快����。
尋原點(diǎn)提前脈沖:飛刀伺服(步進(jìn))電機(jī)提前N個(gè)脈沖以恒定的速度尋找原點(diǎn)前限。
尋原點(diǎn)推遲脈沖:飛刀伺服(步進(jìn))電機(jī)跑完定長(zhǎng)脈沖,再跑N個(gè)脈沖以恒定的速度尋找原點(diǎn)前限���。
飛刀長(zhǎng)度:運(yùn)行狀態(tài)下����,飛刀切袋時(shí)所移動(dòng)的長(zhǎng)度���。
飛刀尋標(biāo)頻率:在運(yùn)行狀態(tài)下���,飛刀伺服(步進(jìn))電機(jī)進(jìn)入尋原點(diǎn)左限時(shí)的頻率。
壓板時(shí)間:運(yùn)行狀態(tài)下���,料送結(jié)束時(shí)���,壓板信號(hào)輸出的時(shí)間。
壓板滯后時(shí)間:壓板信號(hào)關(guān)閉后����,延時(shí)“壓板滯后時(shí)間”機(jī)械手再后退松料。
八���、機(jī)械手界面

定長(zhǎng):機(jī)械手移動(dòng)并計(jì)算原點(diǎn)前限到后限位之間的脈沖數(shù)���。
手動(dòng)前進(jìn):點(diǎn)擊此鍵����,機(jī)械手向前限位移動(dòng)���。
手動(dòng)后退:點(diǎn)擊此鍵����,機(jī)械手向后限位移動(dòng)����。
回原點(diǎn):停機(jī)狀態(tài)下���,機(jī)械手不在原點(diǎn)時(shí)���,點(diǎn)擊此鍵機(jī)械手回到原點(diǎn)左限。
前后限位距離:原點(diǎn)前限到后限位之間的距離設(shè)定����。
機(jī)械手速度:機(jī)械手伺服(步進(jìn))電機(jī)的加減速時(shí)間,設(shè)定越大����,飛刀電機(jī)電機(jī)起步越快����。
機(jī)械手頻率上限:飛刀電機(jī)的最高轉(zhuǎn)速���,設(shè)定越大����,飛刀電機(jī)的轉(zhuǎn)速越快���。
尋原點(diǎn)提前脈沖:機(jī)械手伺服(步進(jìn))電機(jī)提前N個(gè)脈沖以恒定的速度尋找原點(diǎn)前限����。
尋原點(diǎn)推遲脈沖:機(jī)械手伺服(步進(jìn))電機(jī)跑完定長(zhǎng)脈沖����,再跑N個(gè)脈沖以恒定的速度尋找原點(diǎn)前限。
回原點(diǎn)延時(shí):機(jī)械手松料結(jié)束后����,延時(shí)該時(shí)間后再回前限位。
松料長(zhǎng)度:機(jī)械手夾子開夾后����,再向后限位移動(dòng)的距離���。
拖料長(zhǎng)度:機(jī)械手后退松料該距離后,機(jī)械手夾子打開����。
閉夾延時(shí):送料結(jié)束后延時(shí)此參數(shù)設(shè)定的時(shí)間后打孔信號(hào)輸出。
閉夾時(shí)間:伺服(步進(jìn))電機(jī)轉(zhuǎn)結(jié)束����,打孔電磁閥工作的時(shí)間。
機(jī)械手送料長(zhǎng)度:運(yùn)行狀態(tài)下���,機(jī)械手從前限位夾料后,向后移動(dòng)送料的距離���。
松料速度:機(jī)械手伺服(步進(jìn))電機(jī)在松料時(shí)的加減速時(shí)間���,設(shè)定越大,飛刀電機(jī)電機(jī)起步越快���。
松料頻率:機(jī)械手伺服(步進(jìn))電機(jī)在松料時(shí)的最高轉(zhuǎn)速����,設(shè)定越大,飛刀電機(jī)的轉(zhuǎn)速越快���。
九����、外接附件
1����、 霍爾開關(guān) 紅:+24V;黑:GND����;黃:輸入信號(hào)
2、 色標(biāo)光電 紅:+24V���;黑:GND����;白或綠:輸入信號(hào)
3����、 蜂鳴器 紅:+24V����;黑:蜂鳴器信號(hào)
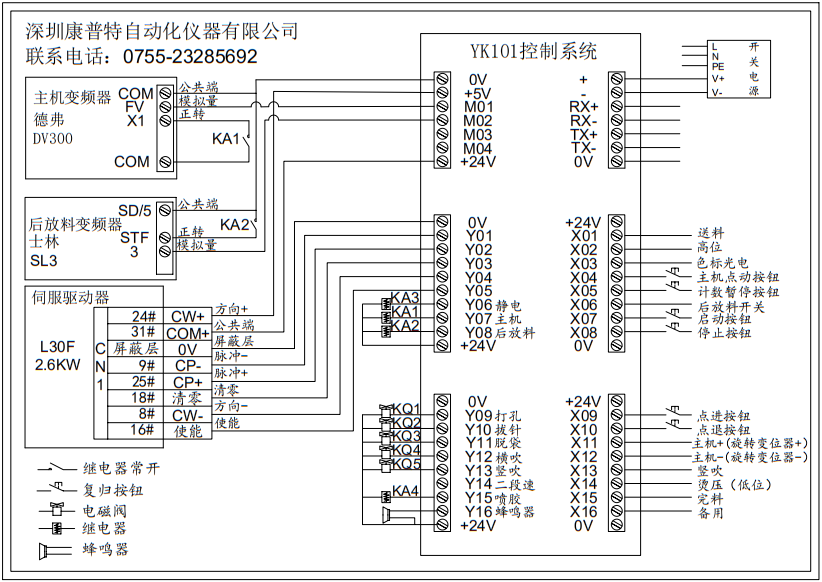
十����、外部接線
輸入信號(hào)接線端子(0V) 輸出信號(hào)接線端子(0V)
01,+(DC24V接入) 01,0V
02,- 02,+5V
03,RX+ 03,M01 主機(jī)模擬
04,RX- 04,M02 放料模擬
05,TX+ 05,M03 備用模擬
06,TX- 06,M04 備用模擬
07,0V 07,+24V
01,+24V 01,0V
02,X01 02,Y01 (CP-脈沖)
03,X02 03,Y02 (CP+脈沖)
04,X03 色標(biāo)光電 04,Y03 機(jī)械手脈沖
05,X04 外接急停 05,Y04 飛刀脈沖
06,X05 放料傳感器 06,Y05 (CW-方向)
07,X06 無料檢測(cè) 07,Y06 機(jī)械手方向(0V)
08,X07 外接啟動(dòng) 08,Y07 飛刀方向(0V)
09,X08 外接停止 09,Y08 壓板信號(hào)(0V)
10,0V 10,+24V
01,+24V 01,0V
02,X09 外接點(diǎn)進(jìn) 02,Y09 打孔輸出(0V)
03,X10 外接點(diǎn)退 03,Y10 膠輥壓合輸出1(0V)
04,X11 機(jī)械手前限位 04,Y11 膠輥壓合輸出2(0V)
05,X12 機(jī)械手后限位 05,Y12 膠輥壓合輸出3(0V)
06,X13 飛刀回原點(diǎn) 06,Y13 伺服清零(0V)
07,X14 飛刀右轉(zhuǎn) 07,Y14 閉夾輸出(0V)
08,X15 飛刀左限 08,Y15 主機(jī)輸出信號(hào)(0V)
09,X16 飛刀右限 09,Y16 蜂鳴器(0V)
10,0V 10,+24V
----------------------------------
公司名稱:無錫海利達(dá)自動(dòng)化儀器廠
電話:0510-85500218
|

